
 u owe my mule an apology
u owe my mule an apology
Oh, I'll build you the rear end no problem! Installing it is another story!Originally Posted by 97mreaper

86 325es, 2.8L m50, S476sxe, ProEFI 128 ecu, e85, solid rear axle, TH400 trans, 28x10.5w slicks, zip ties, popsicle sticks, tape
best time 9.06 @ 151.8 mph, best 60 foot 1.30
Member
Good investment, start small then you can upgrade to a larger unit down the road. That's how I started, and from the looks of all your neat inventions you will be upgrading quickly.
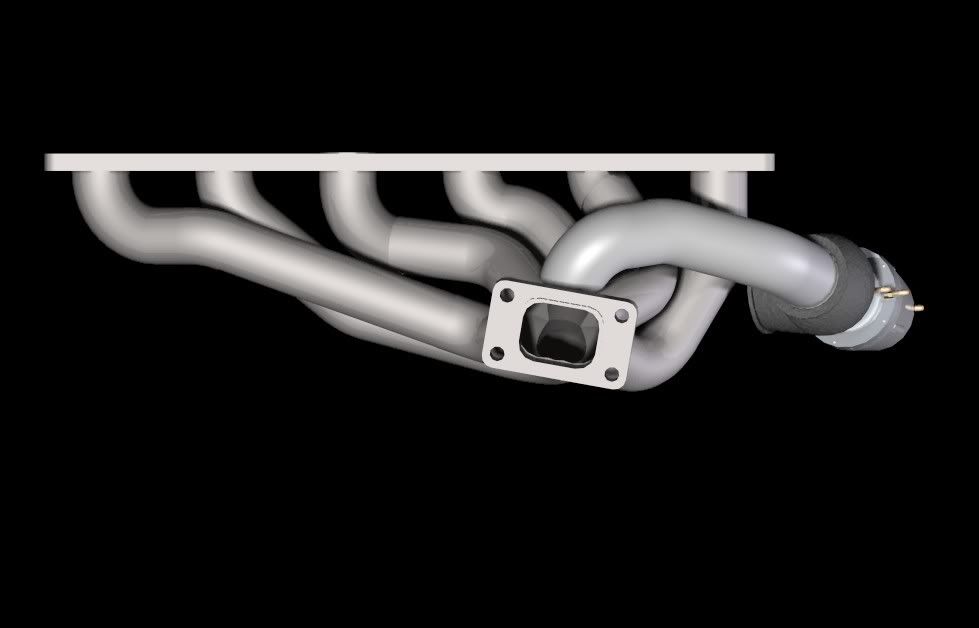
My manifolds powering 8sec and over 1000rwp cars
Home of the highest HP stock M30 in the world 550rwhp/622rwtq
1/4 mile---> 9.81 @138 C4 Auto
10.08 in car vid --->https://youtu.be/OiinFhUomjg
Dyno vid... http://www.youtube.com/watch?v=C7aM7..._order&list=UL
u owe my mule an apology
6 more months of school for the wife, then she is finally done with the pharmD. As soon as she starts making money its time to buy a shop and a lift. Then I'll have you covered reaper!
86 325es, 2.8L m50, S476sxe, ProEFI 128 ecu, e85, solid rear axle, TH400 trans, 28x10.5w slicks, zip ties, popsicle sticks, tape
best time 9.06 @ 151.8 mph, best 60 foot 1.30
Member
I also purchased an Everlast 185 micro and have had nothing short of an awesome experience. I got mine after my wse-200p (chinese) crapped out and have NO issues with the 185. The tech support at Everlast even walked me through the repair of my old chinese welder and even offered to fix it free of charge if I covered shipping. Great Guys!
I'm not worried about support at all...
BTW, the 185 is the best welder I have ever used for aluminum. It just seems so much easier than my old air-co transformer machine.
Member
Yeah some people have different experiences is all. If you read on welding web its rather disheartening. I remember a guy on there who lives in Alaska or something working on an oil rig ordered one, it took eons, finally came, was DOA. They told him everything he did was wrong (he's a welder on a rig or something), finally said fine yeah its a faulty machine... sent him another and it too was DOA or had issues holding an arc. The weird part about everlast is that they're a different company in each country. Also the 5 yr warranty is being phased out in the US to match the rest of the world which is like 1 or 2 years or something.
I wouldn't speak so bad on them but they've made their support seem a little... ehhhh... over on welding web.
E30 Supercar
Member
Mazur - what'd you use to model?
Lead Disagreement Eng PE
I've been wrestling with which TIG to get when my house is finished in Dec/Jan.
I was thinking hard about the Everlast 185, but if you look at their warranty, outside of like the first 30 days they make YOU cover shipping and insurance both ways if something goes wrong. That right there kinda blows out most the cost savings over a Diversion 165/Hobart EZ-Tig 165i if you have one warranty issue between 30 days and 5 years.
I don't need 120V capability on it, as I've got a little Hobart Handler 125 (that I really like, super soft arc and it's got a really nice low end for car work - I welded the edge of a 22-20 ga rear fender all the way around super nice in one pass - which is hard because I'm not a great welder and it's a edge weld on two pieces).
But I wonder what I could get the Everlast 185 240V version for if you're getting all that for $850 shipped....
I'm really leaning towards the Hobart EZ-Tig 165i. Same welder as a Diversion 165 (actually slightly better warranty on a few items, mostly the same), and it has a foot control and a legacy WP17 torch that seems much smaller than the Diversion torch.
It's got the same duty cycle as the Diversion 180, it just doesn't have that extra 15 amps up high at a super low 10% duty cycle. I've worked around really low DC on my Handler 125 with some preheat and setup time on the rare thicker piece, but on a TIG you need to form a puddle then it's a relatively slow process, so 1 minute doesn't seem like a ton of welding time. Not that 1.5 minutes is a huge difference at 165A, but it seems a more realistic DC for laying a bead.
It's roughly $100 cheaper than the Diversion 165, and it's got a foot pedal, so that's the way I'm going if an import doesn't sway me with its dirty Chinese sweatshop allure.
Member
FWIW, the 185 micro is 110/220 capable. It works off either out of the box.
Member
Jacob btw, earlier in this thread I posted an aluminum project I am working on - I know we talked about aluminum fab and what you could and couldn't do. I am welding up this box out of 3/16" aluminum and it's working just fine @ 110v. You have to go slow as I can dump 150A into it or so, but an outside corner weld with an adequate gap is proving quite alright with the Diversion 180 on a 110v line.
You're right that 1min doesn't seem like a lot but honestly unless you're welding something HUGE, you should be done in a continuous minute if your settings are right - I usually weld steel at around 7 IPM. Aluminum faster because once you're going... look out!
Professional nothing-doer
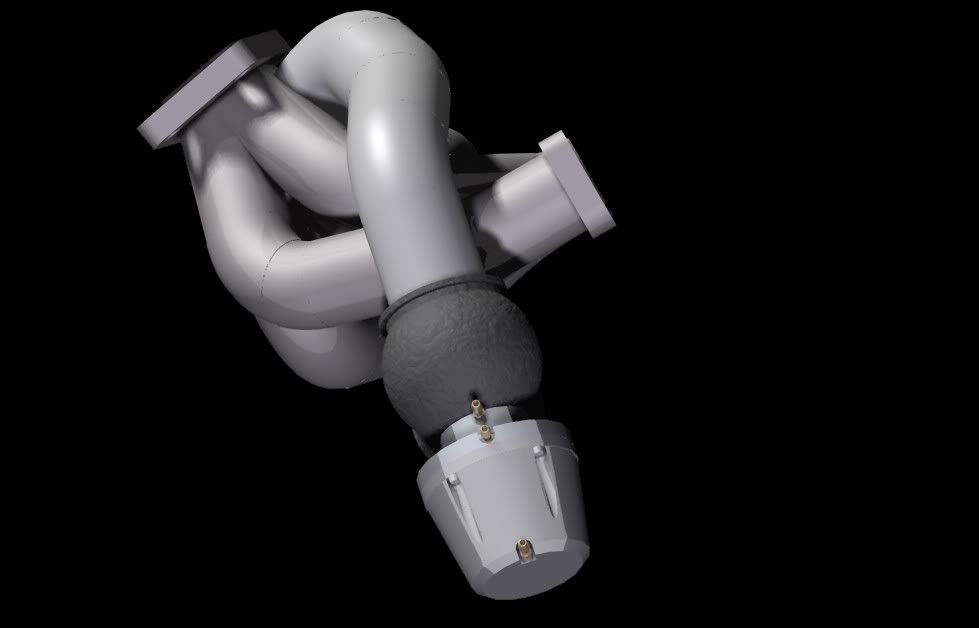
and, is each bend in each of the runners a single part file? must be a decent amount of work getting them all constrained/mated together
wastegate looks sweet.
Last edited by black bnr32; 10-12-2012 at 10:14 PM.
Member
I've got a an everlasting 205 that I'm in love with. 1700 bucks for a ac/dc tig, stick welder and a plasma cutter.
E30 Supercar
For that manifold, SolidEdge. Haven't used that software in at least three years though. I use SolidWorks now.
Yes, each bend is a single part, lol. I would not do it that way nowadays. It was my sophomore year and was just learning CAD, so it was a somewhat painful process to come up with that design, and it wasn't fully constrained, as it would have been to complex to get everything perfect the way I was doing it. Now I would use 3D sketches and create Weldment features in SolidWorks.
The wastegate I made for my final project in my CAD class. I wouldn't have wasted my time modeling it otherwise, lol. Also, I had no calipers when I was measuring the parts of the wastegate. I was using a fricking translucent ruler
Fun times.

Last edited by mazur; 10-12-2012 at 10:50 PM. Reason: Automerged Doublepost
Lead Disagreement Eng PE
There are two versions. The dual voltage 185 micro is $50 more than 220V only.
I thought the Diversion 180 was limited to 125A on 110V? That's about what I'd guess it could do on an outside corner, since you're probably 10-15% less heat than a butt joint, and another 20-25% less than a T-fillet joint if it's anything like MIG on heat.
The duty cycle between the 165 and the 180 is identical, but the 180 extends the line up to 180A at decreasing duty cycle(so they both do 165A at 15% DC). I figure I'll just live with preheating stuff the rare time I need that 15A more, as the cost difference is like $500 and still comes with that huge torch vs. the Hobart EZ-Tig. Honestly, at Diversion 180 prices I'd start really thinking about the Thermal Arc 185. But I think it's one of those things of always having a "better" machine be a few hundred bucks more, so you really have to draw the line at where you think you'll be fine for 95-99% of the jobs you run across. I figure anything I can't weld with some preheat and 165A, it's too heavy to put on my car.
Some of the guys at Welding Web use their machine amperage like the guys that buy a C6 ZR1 to go putt around town. They're like... oh yea, I need 250-300 A to weld 3/16" aluminum... haha - WAT? Same thing with MIGs. If you listen to the guys over there you would struggle to weld 1/16" steel in a butt weld with a 110V MIG, and need 180+ A for 1/8" steel. And if you want to look at aluminum at all for home/hobby welding you should just go ahead and get a Dynasty 200DX and a water cooled torch.
For hobbyist usage, I see nothing wrong with being a little duty cycle limited. Yea, maybe you need to grab a MAPP gas torch here and there, but no big deal IMO when most your stuff is thin.
u owe my mule an apology
^^^exactly. Fine me a piece of metal on any car that is over 3/16" I built something more complex than 99% of car people will ever do with a 110v chinease mig and an angle grinder, in a one stall garage, in minnesota, in the winter, with no heat. Make stuff, not excuses.
For me 220v is not an option right now as I rent. That really cuts down the options. Otherwise I would have got a used miller.
86 325es, 2.8L m50, S476sxe, ProEFI 128 ecu, e85, solid rear axle, TH400 trans, 28x10.5w slicks, zip ties, popsicle sticks, tape
best time 9.06 @ 151.8 mph, best 60 foot 1.30
Member
...Why would you need 220v if nothing is ever over 3/16"
Lead Disagreement Eng PE
I've been looking for used stuff around here for a while. Nothing but old transformer machines from the 60's that are pretty expensive compared to other areas, and the occasional Lincoln Precision Tig that the guy wants 90% the new price for when it's like 6 years old and "I promise not used much" when it's got 2 330 cu ft bottles sitting next to it and all this fab equipment. HAH!
I don't think 110V has enough juice to do a 3/16" T-fillet even with preheat, but maybe it does.
Member
It does you just need to bevel.
senior LOUNGE theologian
The beveling, does it affect the strength of the area being welded?
Member
Awesome!
Member
Well, technically yeah you could say that. But, the reason it does is because by beveling you are cutting into thick material and laying weld down that penetrates the thinner locations that would otherwise be impossible. Usually a bevel will result in 2 or more passes.
[ame]http://www.youtube.com/watch?v=cGoybWZjSis[/ame]
Check out the 6g pipe. Pipeline welders could never weld in one pass, the pipes are so unbelievably thick. They're all beveled with multiple passes. Usually referred to as root, hot, and cap passes.
Professional nothing-doer
just thought I'd post this interesting downpipe. all hand fabbed, but not by me.
http://www.skylinesaustralia.com/for...tach_id=365905
http://www.skylinesaustralia.com/for...tach_id=365906
http://www.skylinesaustralia.com/for...tach_id=365909
http://www.skylinesaustralia.com/for...tach_id=356292
http://www.skylinesaustralia.com/for...tach_id=345163
source: http://www.skylinesaustralia.com/for.../page__st__280
Last edited by black bnr32; 10-13-2012 at 02:17 PM.
Cantry Member
^ pictures don't work.
Sent from my GTX3582R
'97 M3, Estoril blue, 2 dr, euro 6-spd, EFR 9180 divided T4 .92 IWG, RK tuning, CP 8.5:1 pistons, Eagle rods, Schrick cams, L19 11 mm ARP studs, O-ringed block, Supertech stainless/inconel valves, Supertech springs & Ti retainers, ported head, S54 oil pump/pan, 80 lb. injectors, OBD1 intake manifold, Steedspeed twin scroll T4, 3.5" SS exhaust, eBoost2 EBC, HFS-4 W/M injection, AEM Failsafe, Zeitronix data logger, Racelogic TC, OpenOBC w. ethanol %, Ireland Eng. engine mounts, UUC black tranny mounts w. enforcers, UUC twin disc feramic, ARC-8's, MCS 2-ways, Z3 rack, Rallyroad strut bar, X brace, Eibach sway bars, Ground Control LCAB bushings, Bimmerworld RTAB's, Powerflex subframe bushings, 210 4-clutch LSD, Stoptech BBK, titainium shims, steel braided lines, brake cooling ducts.
ßMW///MµrÐêr§þðr
+1
Interested in some JDM farbic verk
Professional nothing-doer
wtf. they work for me. i'll try again.
http://www.skylinesaustralia.com/for...tach_id=334052
http://www.skylinesaustralia.com/for...tach_id=334050

Last edited by black bnr32; 10-13-2012 at 02:55 PM. Reason: Automerged Doublepost
 Posting Permissions
Posting Permissions





 Reply With Quote
Reply With Quote













Bookmarks